Metal spraying, or thermal spraying, involves applying a metallic coating to a surface by spraying molten particles. This process enhances the surface properties of materials, providing increased durability, wear resistance, and protection against corrosion and...
When it comes to extending the lifespan of machinery, structures or their composite parts many people’s minds will automatically point towards painting as a way of protecting these from corrosion or decay. However, is this really the best answer? In many case applying...
Whether a dealer, a collector or the proud owner of a single precious vintage vehicle, you know exactly how hard it can be to keep them maintained and in the best condition. As time passes and your vintage car gets older and older, there will be elements of ageing...
Plasma spray is a form of thermal spray coating. It is the process of spraying a molten or heat softened material onto a surface to form a coating. The coating material, in the form of a powder, is injected into a very high temperature plasma flame which then heats...
Of the many types of thermal spray coatings that are available arc spray coatings are one of the most popular. See below for our summary of the arc spray process and then contact us to find out more about our full range of thermal spray coatings. What is an Arc Spray...
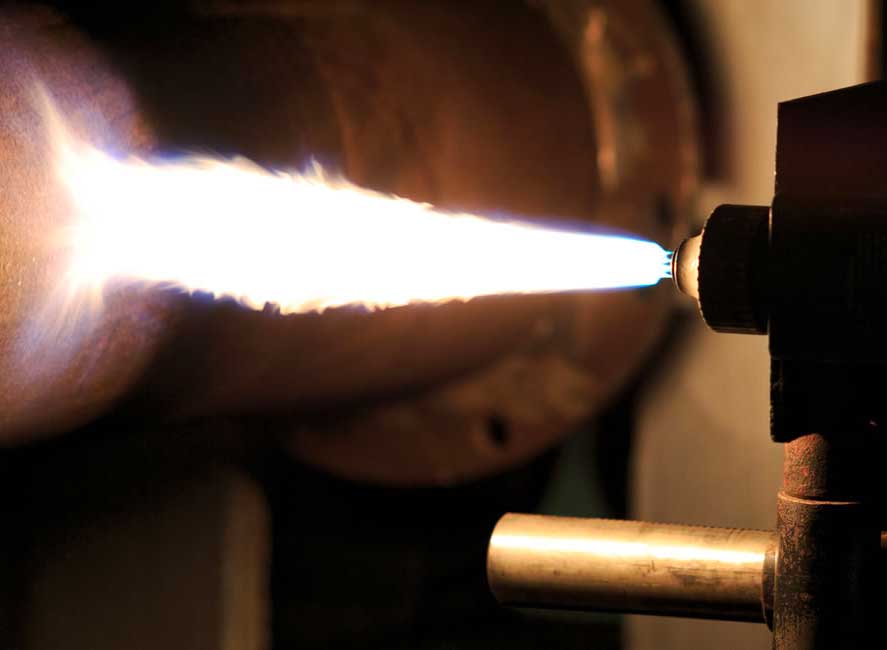
High-velocity oxygen fuel (HVOF) coating is a thermal spray process designed to produce dense, robust coatings that enhance the surface properties of various components. Developed in the 1980s, HVOF coatings are recognised for their exceptional wear and corrosion...